CE certifikovaný 6osý rameno z nerezové oceli Pulzní MIG svařovací robot



Charakteristiky
-Robotové rameno:
- Proces tlakového lití, hliníkové rameno, lehčí a flexibilnější
- Vnitřní vodiče a svorky robota jsou vyrobeny světoznámými značkami: DYEDEN, TAIYO, stejně jako ABB a Fanuc.
- Špičková čínská značka regulátoru, motoru a reduktoru.
-MIG svařovací hořák:
- Vodou chlazený svařovací hořák:
- Optimalizovaná konstrukce podávacího kola drátu zajišťuje stabilnější podávání drátu.
- S antikolizním senzorem
-MIG svařovací stroj:
Model: Aotai NBC350RP
- Funkce jednoho pulzu, konstantní napětí
- Použitelné materiály: Uhlíková ocel, nerezová ocel, hliník
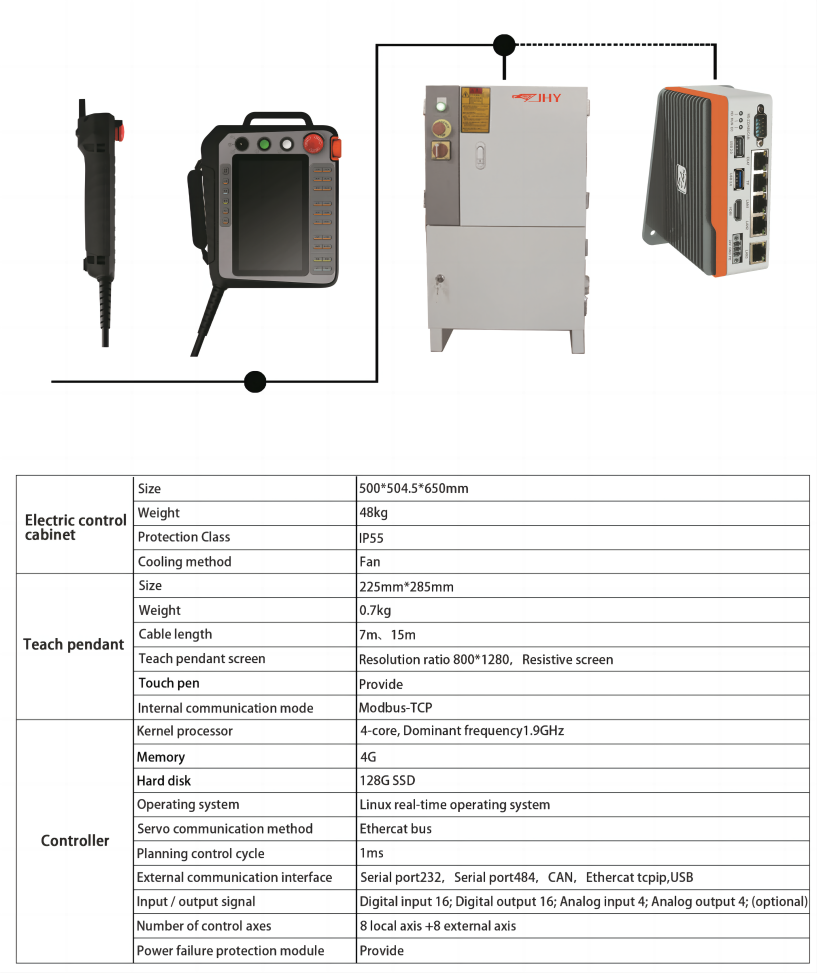
-Řídicí systém svařovacího robota JHY:
-Svařovací polohovač a robotická chůzicí kolejnice
- K dispozici jsou jednoosé, dvouosé a tříosé svařovací polohovače. Užitečné zatížení a velikost pracovního stolu lze přizpůsobit požadavkům.
- Robotickou chodící lištu lze vyrobit na míru dle požadavků zákazníka. Délka 3/6/9/12M. Užitečné zatížení: 500/1000KG.
Věnování pozornosti každému detailu dělá BR robota lepším
Napište sem svou zprávu a odešlete nám ji




