Čína 6osý robotický robot s kovovým rámem a MIG svařovacím robotem s dosahem 1500 m




Charakteristiky
-Robotové rameno:
- Proces tlakového lití, hliníkové rameno, lehčí a flexibilnější
- Vnitřní vodiče a svorky robota jsou vyrobeny světoznámými značkami: DYEDEN, TAIYO, stejně jako ABB a Fanuc.
- Špičková čínská značka regulátoru, motoru a reduktoru.
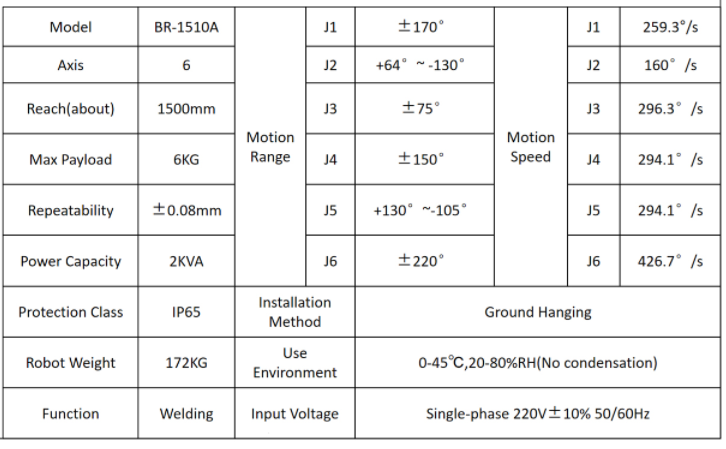
Parametry svařovacího robota BR-1510 MIG jsou uvedeny níže:
-Řídicí systém svařovacího robota JHY:

-Svařovací stroj: :MEGMEET Artsen Pro500PR
- Svařovací zdroj Artsen řady Pro byl vyvinut na základě svářečky Artsen řady Plus. Splňuje požadavky na vysoce účinné svařování, zejména silných plechů.
-
Pro svářečku řady Artsen Pro je k dispozici zdroj napájení 500 A 100 %.
- Díky invertorové technologii s frekvencí až 100 KHz a vysokorychlostnímu vzorkování dosahuje Artsen Pro přesného ovládání a je flexibilní s různými svařovacími charakteristikami.
- Řada Artsen Pro standardně nabízí LSA, svařovací proces s nízkým rozstřikem. S Artsen Pro je k dispozici také Thunder Fusion pro pokročilý pulzní svařování krátkým obloukem a dvojitý pulzní MIG/MAG.
- Svářečka řady Artsen Pro splňuje požadavky na vysoce kvalitní svařování uhlíkové oceli, nerezové oceli a hliníkových slitin.
- Vybaven technologií Constant Fusion, která umožňuje automatickou změnu rychlosti podávání drátu v pulzním režimu podle délky vyčnívání a udržuje stabilní průvar.
- Vybaven USB portem pro upgrade, který zajišťuje přístup k nejpokročilejšímu svařovacímu procesu vyvinutému společností MEGMEET a nejvhodnějšímu svařovacímu softwaru pro různé svařovací podmínky.
-Svařovací hořák:
- Vodou chlazené s vysoce citlivým zařízením proti kolizi, které výrazně prodlužuje životnost hořáku
-Svařovací polohovač a robotická chůzicí kolejnice
- K dispozici jsou jednoosé, dvouosé a tříosé svařovací polohovače. Užitečné zatížení a velikost pracovního stolu lze přizpůsobit požadavkům.
- Robotickou chodící lištu lze vyrobit na míru dle požadavků zákazníka. Délka 3/6/9/12M. Užitečné zatížení: 500/1000KG.
- Údržba stroje je jednoduchá a snadno se ovládá a navržená životnost je více než 10 let
Věnování pozornosti každému detailu dělá robota JHY lepším
Napište sem svou zprávu a odešlete nám ji




