1.ZařízeníOpřehled
Konzolová inteligentní svařovací stanice se používá hlavně pro robotické automatické svařování všech druhů rohových svarů ocelových konstrukcí a splňuje požadavky na svařování ocelových konstrukcí typu H, membránových desek a konstrukčních částí základny mechanických zařízení.
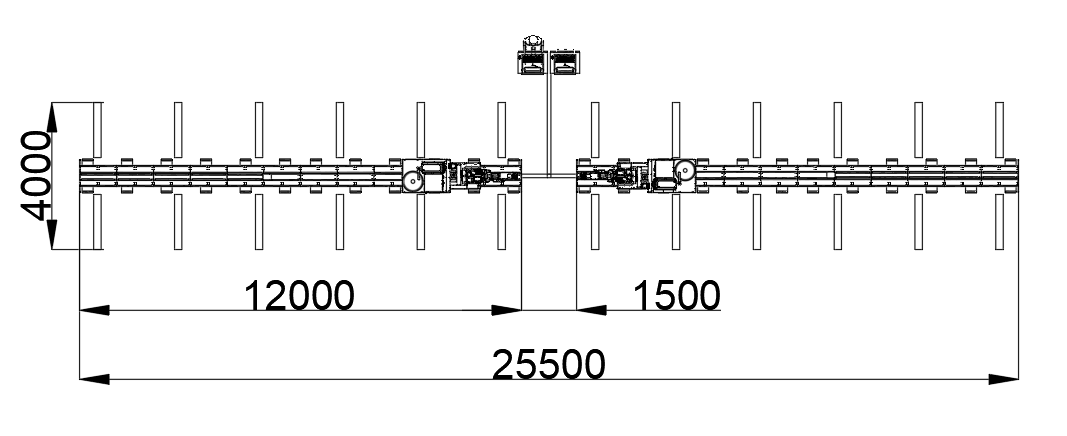
Celková délka zemnící lišty je 12 metrů a efektivní šířka svaru robotického ramene je 1,2 metru. Zemnící lišty nainstalujte podle uspořádání dílny a výrobního procesu; tvar svarového švu: plochý úhlový svar, plochý klikatý svar, svislý koutový svar a rohový svar (s výjimkou vícevrstvého svařování).
Výrobky z ocelových konstrukcí: včetně ocelových sloupů ve tvaru H, střešních nosníků, jeřábových nosníků (nosníků hnací kolejnice), konstrukčních dílů základny mechanických zařízení a dalších relativně ocelových konstrukčních výrobků.
1.1.ShrnutíOf Wpracovní staniceFpomazání
1)Konstrukční výkresy pracovní stanice byly opakovaně demonstrovány a simulovány. Pevnost každé komponenty je spolehlivá a montáž a údržba jsou snadné. Za předpokladu zajištění funkčnosti je zaručen krásný vzhled.
2)Všechny komponenty vybavení pracovní stanice pocházejí od známých výrobců v oboru (podrobnosti viz seznam konfigurací). Kvalita všech zpracovaných dílů byla přísně kontrolována, splňuje normy o pevnosti, vynikajícím výkonu a plynulém pohybu.
3)Části a přístroje vybavení pracovní stanice a rozměry všech výkresů musí odpovídat národním normovým listům (GB); konstrukce, výroba a materiály všech přístrojů musí splňovat normy ISO a IEC nebo jiné rovnocenné normy.
4)Části pracovní stanice jsou vyrobeny z vysoce kvalitních materiálů a vybrané mechanické a elektrické komponenty jsou vysoce kvalitní, vyzrálé a spolehlivé sériové produkty.
5)Přední část robota je vybavena senzorem proti kolizi, který lze včas ochránit v případě kolize. Zároveň lze automatický systém řezací pistole konfigurovat podle požadavků.
6)Inteligentní svařovací funkce, jako je parametrické modelování pracovní stanice, trojrozměrný digitálně-analogový pohon, inteligentní plánování svařovací dráhy, laserová kamerová korekční dráha, alarm překročení mezního rozsahu odchylky, porovnávání parametrů a automatické vytváření svařovacího programu z knihovny procesů.
7)Pracovní postup na pracovišti:
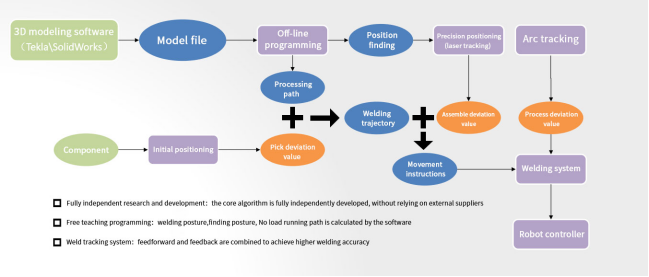
2.JHYJáinteligentníOoperujícíSsystém

Společnost JHY nezávisle vyvíjí systém, jehož hlavní funkcí je hluboká integrace svařovacího procesu, import 3D modelu, přesná lokalizace celého svaru obrobku pomocí vizuálního systému a automatické generování svařovacího programu podle skutečného obrysu.
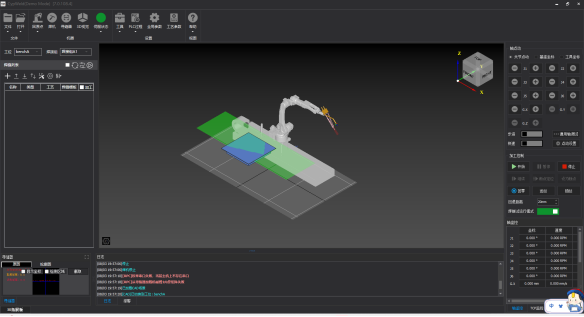
Software je nasazen na PC systému, který lze umístit kamkoli, což znamená, že jej lze ovládat dálkově bez kabeláže, zařízení lze přímo ovládat v kanceláři pro svařování.
3. Seznam vybavení
| 1sada pracovní stanice pro svařování pozemních kolejnic | ||||||
| ŽÁDNÝ. | Položka | Jméno | Jednotka | MNOŽSTVÍ | Značka | Poznámka |
| 1 | Robot | Svařovací robot | soubor | 1 | JHY | BR-2010A Pro |
| 2 | PřizpůsobenoCschopných | soubor | 1 | JHY | ||
| 3 | ŘízeníCabinet | soubor | 1 | JHY | ||
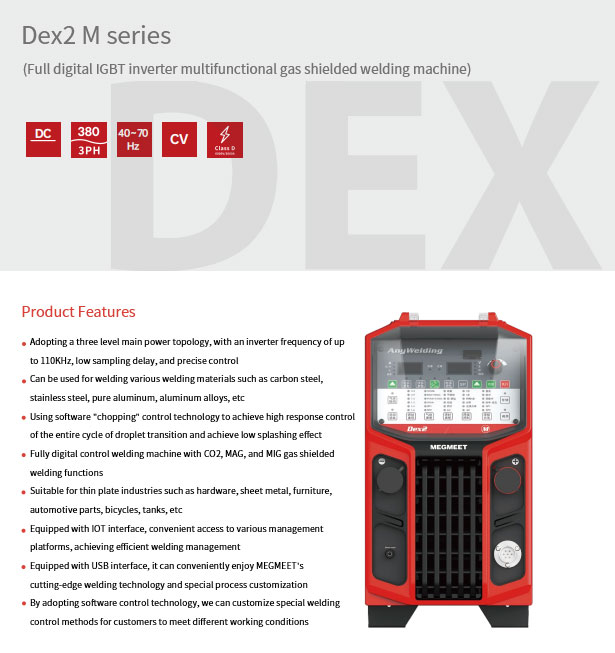
| 4 | Svářecí stroj | DigitálníPvředWeldingMstroj | soubor | 1 | Megmeet | DEX2 500MPR |
| 5 | PřizpůsobenoCschopných | soubor | 1 | Megmeet | ||
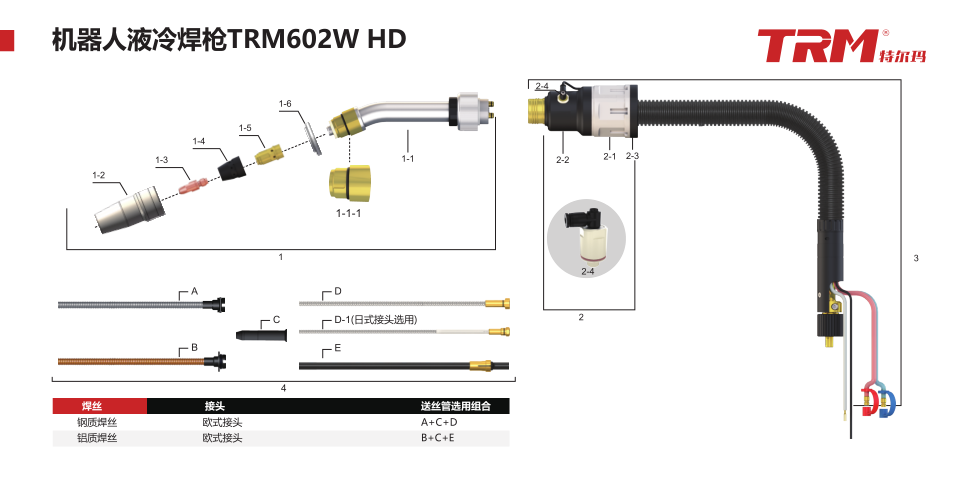
| 6 | Svařovací hořák s vodním chlazením | soubor | 1 | TRM | TRM602W HD-45L | |
| 7 | Vodní nádrž | soubor | 1 | Megmeet | ||
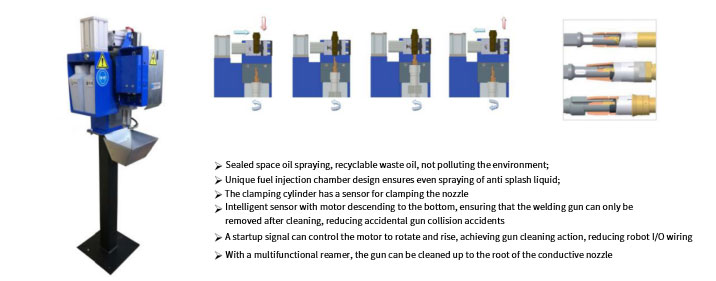
| 8 | Čisticí stanice hořáku | soubor | 1 | Peking JinYu | ||
| 9 | Systém přesunutí | Plně uzavřená zemnící lišta | soubor | 1 | JHY | BR6100A-12 |
| 10 | Servo externí osa | soubor | 1 | JHY | 2,2 kWŘidič | |
| 11 | Servomotor | soubor | 1 | JHY | 130/2,2 kW | |
| 12 | PřizpůsobenoCschopných | soubor | 1 | JHY | ||
| 13 | Polohovací zařízení | Jednoosý polohovač | soubor | 1 | JHY | JHY4300A-120 |
| 14 | Servo externí osa | soubor | 1 | JHY | 5,4 kWŘidič | |
| 15 | Servomotor | soubor | 1 | JHY | 180/5,4 kW | |
| 16 | PřizpůsobenoCschopných | soubor | 1 | JHY | ||
| 17 | Vizuální systém | BCW600P | soubor | 1 | Mech-Mysl | Kompozitní kamera |
| 18 | Software | Obsluha počítače | soubor | 1 | JHY | |
| 19 | InteligentníOoperujícíSsystém | soubor | 1 | Bochu | ||
4.Konfigurace zařízení
4.1 Základní komponenty svařovacího robotického systému:
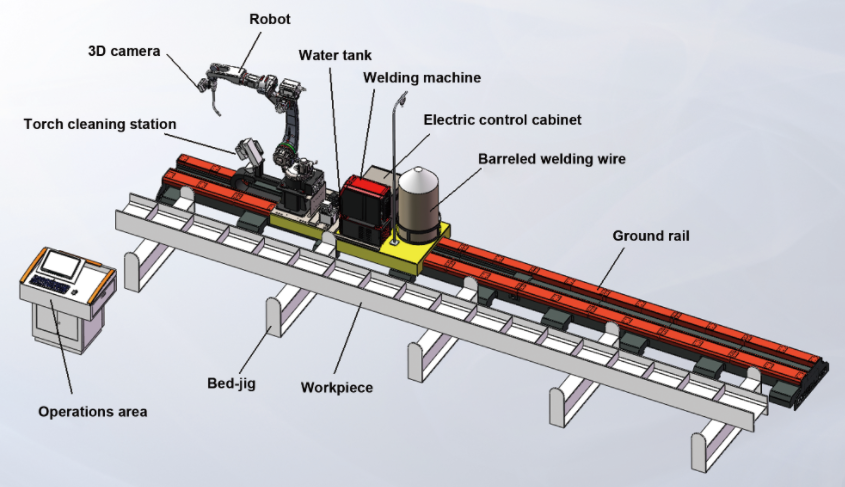
4.2 Uspořádání svářečského pracoviště:
4.3 Model svařovacího robota: BR-2010A Pro

4,4 12metrová pozemní kolejnice
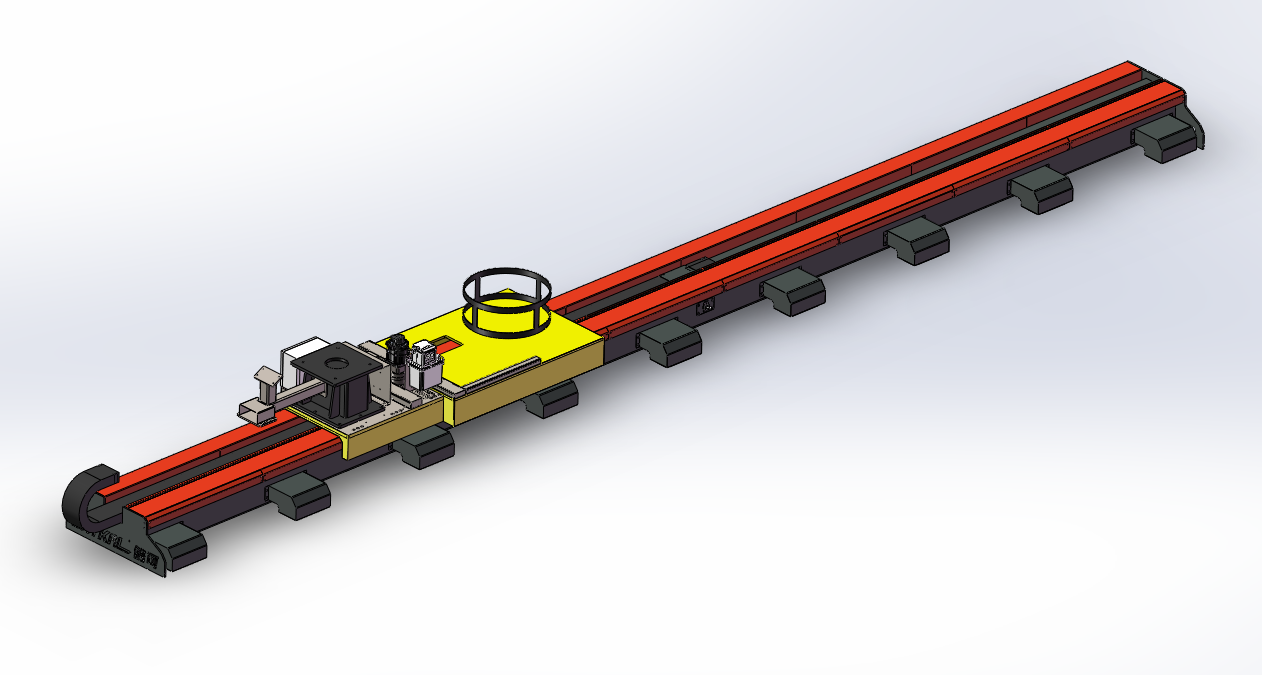
Parametry pozemní kolejnice
| Jméno | Systém pozemní kolejnice | Instalační prostředí | Teplota | -10-45℃ | |
| Model | BR6100A-12 | Vlhkost | 20–80 % | ||
| Struktura | Jednoduchý stroj na pozemní kolejnici | Vibrace | Pod 4,9 m/s² | ||
| Maximální užitečné zatížení | 1000 kg | Ostatní | Nejsou povoleny žádné hořlavé nebo korozivní plyny nebo kapaliny a není povolena žádná voda, olej atd. Neměly by se přibližovat zdroje rušení s vysokou intenzitou. | ||
| Přesnost polohování | ±0,05 mm | ||||
| Osa | 1 | ||||
| Délka dráhy osy X | 12 metrů | Maximální rychlost pohybu | 33 m/min | ||
4.5 Napájecí zdroj pro svařování
MEGMEET DEX2 500MPR
4.6Stanice pro čištění hořáků
4,7Voda-CochlazenýWeldingPochodeň
4.8 Laserový kamerový senzor

Čas zveřejnění: 7. října 2024