6osý robot pro svařování MIG s nízkým rozstřikem, dosah 1800 mm


-Robotové rameno:
- Proces tlakového lití, hliníkové rameno, lehčí a flexibilnější
- Vnitřní vodiče a svorky robota jsou vyrobeny světoznámými značkami: DYEDEN, TAIYO, stejně jako ABB a Fanuc.
- Špičková čínská značka regulátoru, motoru a reduktoru.
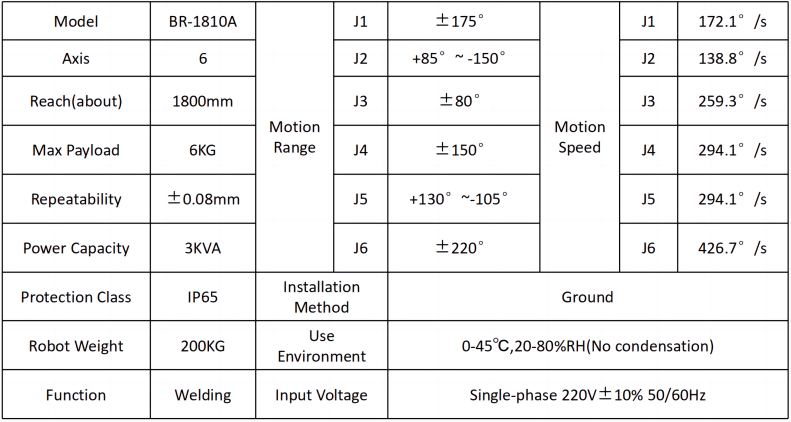
Parametry svařovacího robota BR-1810 MIG jsou uvedeny níže:
-Svářecí stroj: Aotai NBC350RL
- Má tři svařovací režimy: nízký rozstřik, rychlé bodové svařování a konstantní tlak.
- Dokáže svařovat uhlíkovou ocel o tloušťce 1~3 mm s ultranízkým rozstřikem. Množství rozstřiku se snižuje o 60 %;
- Příkon tepla se sníží o 10 % až 20 %, svařování tenkých plechů se snadno ovládá a deformace je malá;
- Plně digitální systém realizuje přesné řízení přechodu kapek a dosahuje nepřetržité a stabilní kvality svařování;
- Technologie měkkého přepínání invertorů může zlepšit spolehlivost celého stroje a ušetřit energii a elektřinu;
- Plně digitální, vysoce přesný systém řízení podávání drátu, dvoupohonné, dvoupodřízené, plně digitální řídicí zařízení pro podávání drátu s enkodérem, zajišťuje stabilitu podávání drátu i při změně vnějších faktorů, jako je napájecí napětí a odpor podávání drátu.
-Svařovací hořák:
- Vzduchem chlazené s vysoce citlivým zařízením proti kolizi, výrazně prodlužuje životnost hořáku
-Svařovací polohovač a robotická chůzicí kolejnice
- K dispozici jsou jednoosé, dvouosé a tříosé svařovací polohovače. Užitečné zatížení a velikost pracovního stolu lze přizpůsobit požadavkům.
- Robotickou chodící lištu lze vyrobit na míru dle požadavků zákazníka. Délka 3/6/9/12M. Užitečné zatížení: 500/1000KG.
- Údržba stroje je jednoduchá a snadno se ovládá a navržená životnost je více než 10 let
Věnování pozornosti každému detailu dělá robota JHY lepším
Napište sem svou zprávu a odešlete nám ji


